



19
2022
-
10
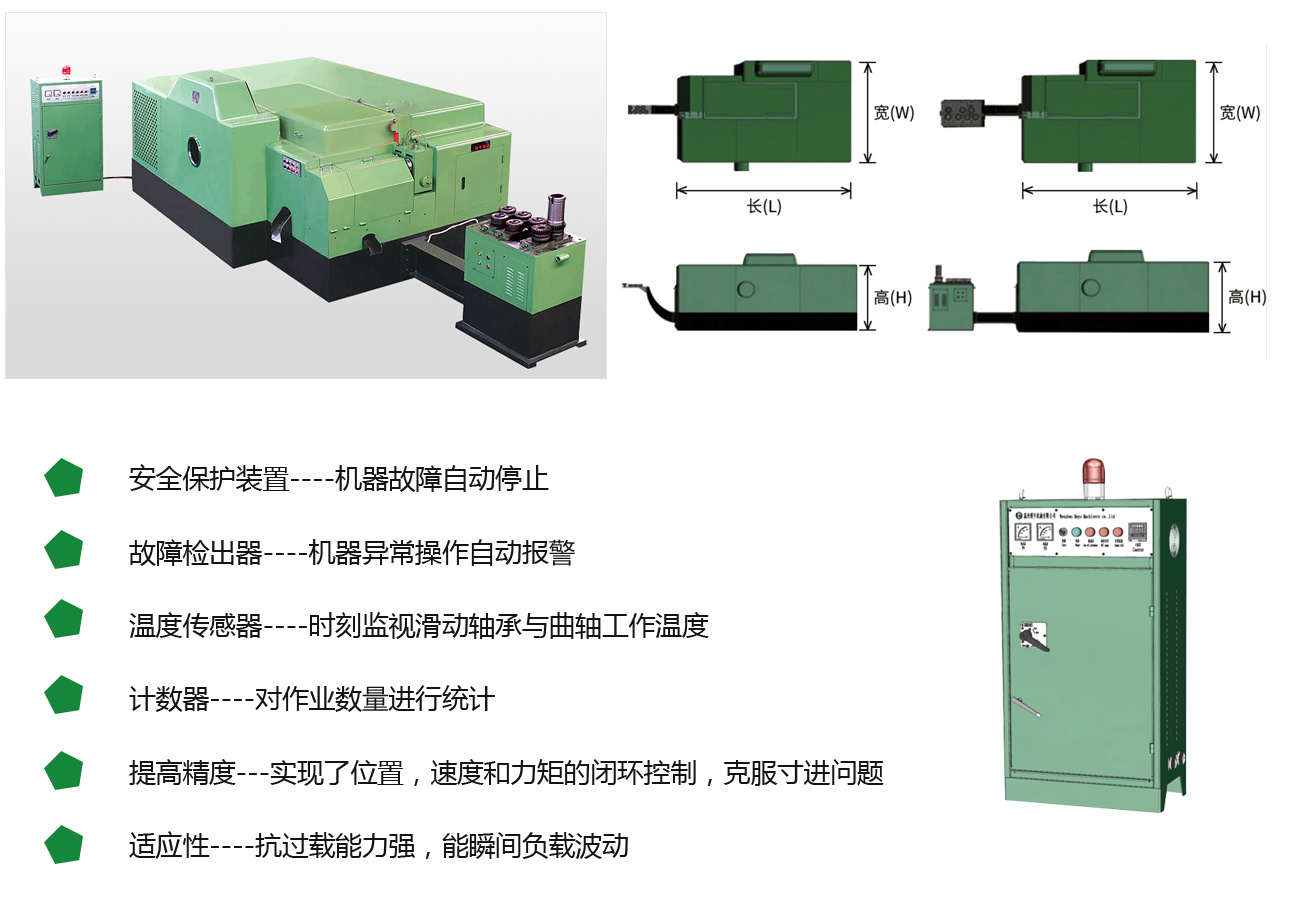
冷锻机的工作原理及性能
冷锻机冷成型技术包括切割成型,双击冷墩和多任务自动冷却。冷锻机的全自动冷冻在多个成形模具上完成冲压、缩颈等多任务定位生产。单站或多任务自动冷却机使用的原毛刺的制备特点取决于长度为5~6m的棒材或1900~2000kg的线材。
也就是说,该技术的特点是冷成形过程不采用预切单件毛坯,而是利用自动冷锻机本身对棒材和线材进行切割,并对粗(必要时)粗度进行计数。在挤出空腔之前,必须对毛羽进行整形。通过整形,发质缺损可以满足技术要求。
毛坯在锻造、缩颈和正挤压前不用整形。在毛坯被切断后,将其送入粗制备站。该机位可提高坯料的质量,使下一机位的成形力降低15%-17%,延长模具寿命。螺栓制造可采用多次缩颈。半封闭切削刀具最简单的方法是使用套筒简易切削工具,切口角度不大于3度。
当使用开式切削刀具时,切口斜角可达到5-7度。在短小毛坯从上一机位转移到下一机位的过程中,短小毛坯应能旋转180度,充分发挥自动冷却机的潜力,制备结构复杂的紧固件,提高零件精度。每个成型机位要配备冲头出料装置,凹模当配备套筒式顶出装置。成型机位一般应达到3-4个,并且特殊情况下5个
冷锻机的有效的使用寿命、主导轨和技术零件的结构保证了冲头和模具的定位精度。挡板上必须安装终端限位开关来控制选材,并注意锻造力的控制。在自动冷却器上制造高强度紧固件的冷拔盘条的不圆度当在直径公差范围内,而对于更精密的紧固件,钢丝的不圆度控制在直径公差的1/2以内。
如果钢丝直径达不到规定大小,L厚件或零件头部会出现裂纹或毛刺。如果直径小于技术要求的大小,则头部不完整,棱角或放大部分不清晰。冷道次成形的精度还与成形方法的选择及所采用的技术有关。此外,冷锻机还取决于所用设备的结构特点、技术特点及其状态、工模具的精度、使用寿命和磨损程度。
温州博宇机械有限公司
地址 浙江省温州市龙湾区空港新区金海大道1007号
邮编 325014
手机: 13857740260
售后: 13587862806
电话:400-848-2225 0577-86700882
传真 :0577-57700883
网址:www. cn-by.com

